|
Значения среднего коэффициента точности
| Квалитет
|
|
|
|
|
|
|
|
|
|
|
|
| | Значение среднего коэффициента точности
|
|
|
|
|
|
|
|
|
|
|
|
| Допуски этих размеров найдём из таблицы допусков (табл. 18):
Таблица 18
Числовые значения допусков до 500 мм. (ГОСТ 25346-82)
| Интервалы размеров, мм
| Квалитет
| |
|
|
|
|
|
|
|
|
|
|
| | Допуск, мкм
| | до 3
св. 3 до 6
6-10
10-18
18-30
30-50
50-80
80-120
120-180
180-250
250-315
315-400
|
|
|
|
|
|
|
|
|
|
|
| ТА1 = ТА3 = 110 мкм, ТА4 = 220 мкм.
Допуск «увязочного» звена определим из уравнения (.2):
600 = 220 + (110 + ТА + 110), ТА = 160 мкм,
что точнее 11-го квалитета, но технологически легко достигается обычным точением.
Предельные отклонения составляющих звеньев, кроме «увязочного», рекомендуется назначать для охватывающих размеров как для основных отверстий: EJ = 0, ES = +TA; для охватываемых как для основных валов: es = 0, ei = -TA; для прочих размеров расположение поля допуска симметричное, т. е. ±ТА/2.
Так, для А1 и А3 es = 0, ei = -110 мкм; для А4 ES = +220 мкм, EJ = 0.
Нижнее предельное отклонение «увязочного» звена ei А2 определим из уравнения (6.3):
+300 = +220 – (-110 + ei А2 – 110),
ei А2 = +140 мкм.
Верхнее предельное отклонение «увязочного» звена es А2 определим из уравнения (6.4):
-300 = 0 – (0 + es А2 – 0),
es А2 = 300 мкм.
Правильность решения подтверждает проверка:
ТА2 = es А2 – ei А2,
160 = +300 – (+140) = 160 мкм.
Окончательные значения размеров запишем в табл. 19.
Таблица 19
Параметры звеньев размерной цепи
| Параметры размеров
| А1
| А2
| А3
| А4
| АΔ
| | А, мм
ТА, мкм
ES, мкм
EJ, мкм
|
-110
|
+300
+140
|
-110
|
+220
|
+300
-300
| | Обозначения размеров
| 
| 
|
| 
| 2 ± 0,3
|
Библиографический список
1. М.А. Палей, А.Б. Романов, В.А. Брагинский. Допуски и посадки: Справочник: В 2 ч. Ч. 1./ -8-е изд., перераб. и доп. -СПб.: Политехника, 2001. - Ч. 1.
2. М.А. Палей, А.Б. Романов, В.А. Брагинский. Допуски и посадки: Справочник: В 2 ч. Ч. 2./ -8-е изд., перераб. и доп. -СПб.: Политехника, 2001. - Ч. 2.
3. Допуски и посадки: Справочник в 2-х частях/под.ред. В.Д. Мягкова. Л.: Машиностроение, 2008.-986 с.
4. Нормирование точности деталей, узлов и механизмов в машиностроении: практикум/Т.Е. Кревина, Н.В. Захарова, Ж.К. Мачкова; Сиб. Гос. Аэрокомич. Ун-т. – Красноярск, 2010. – 112 с.
5. Димов Ю.В., Метрология, стандартизация и сертификация. Учебник для вузов. 3 – е изд. – СПб.: Питер, 2010. – 464 с.: ил. – (Серия «Учебник для вузов»).
6. Сергеев А.Г., Латышев М.В., Терегеря В.В. Метрология, стандартизация и сертификация. – М.: Юрайт-издат. 560с , 2011.
ПРИЛОЖЕНИЕ 1. СИСТЕМА ДОПУСКОВ И ПОСАДОК ГЛАДКИХ СОЕДИНЕНИЙ
Таблица 1
Значение допусков, мкм
| Интервалы номинальных размеров,мм
| Квалитет
| |
|
|
|
|
|
|
|
|
|
| | До 3
|
|
|
|
|
|
|
|
|
|
| | Св. 3 до 6
|
|
|
|
|
|
|
|
|
|
| | Св.6 до 10
|
|
|
|
|
|
|
|
|
|
| | Св. 10 до 18
|
|
|
|
|
|
|
|
|
|
| | Св. 18 до 13
|
|
|
|
|
|
|
|
|
|
| | Св. 30 до 50
|
|
|
|
|
|
|
|
|
|
| | Св 50 до 80
|
|
|
|
|
|
|
|
|
|
| | Св 80 до 120
|
|
|
|
|
|
|
|
|
|
| | Св.120 до 180
|
|
|
|
|
|
|
|
|
|
| | Св.180 до 250
|
|
|
|
|
|
|
|
|
|
| | Св.250 до 315
|
|
|
|
|
|
|
|
|
|
| | Св.315 до 400
|
|
|
|
|
|
|
|
|
|
| | Св. 400 до 500
|
|
|
|
|
|
|
|
|
|
| | Количество единиц допуска
|
|
|
|
|
|
|
|
|
|
|
Таблица 2
Значения основных отклонений валов, мкм

| Интервал номинальных размеров, мм
| Основные отклонения
| | a
| b
| c
| d
| e
| f
| g
| | До 3
|
|
|
|
|
|
|
| | Св. 3 до 6
|
|
|
|
|
|
|
| | Св. 6 до 10
|
|
|
|
|
|
|
| | Св. 10 до 18
|
|
|
|
|
|
|
| | Св. 18 до 30
|
|
|
|
|
|
|
| | Св. 30 до 40
|
|
|
|
|
|
|
| | Св. 40 до 50
|
|
|
| | Св. 50 до 65
|
|
|
|
|
|
|
| | Св. 65 до 80
|
|
|
| | Св. 80 до 100
|
|
|
|
|
|
|
| | Св. 100 до 120
|
|
|
| | Св. 120 до 140
|
|
|
|
|
|
|
| | Св. 140 до 160
|
|
|
| | Св. 160 до 180
|
|
|
| | Св. 180 до 200
|
|
|
|
|
|
|
| | Св. 200 до 225
|
|
|
| | Св. 225 до 250
|
|
|
| | Св. 250 до 280
|
|
|
|
|
|
|
| | Св. 280 до 315
|
|
|
| | Св. 315 до 355
|
|
|
|
|
|
|
| | Св. 355 до 400
|
|
|
| | Св. 400 до 450
|
|
|
|
|
|
|
| | Св. 450 до 500
|
|
|
|
Таблица 3
Значения основных отклонений валов, мкм

| Интервал номинальных размеров, мм
| Основные отклонения
| | js
| k
| m
| n
| p
| r
| s
| t
| u
| | До 3
| Предельные отклонения = ±1/2 допуска
|
|
|
|
|
|
| -
|
| | Св. 3 до 6
|
|
|
|
|
|
| -
|
| | Св. 6 до 10
|
|
|
|
|
|
| -
|
| | Св. 10 до 18
|
|
|
|
|
|
| -
|
| | Св. 18 до 24
|
|
|
|
|
|
| -
|
| | Св. 24 до 30
|
|
| | Св. 30 до 40
|
|
|
|
|
|
|
|
| | Св. 40 до 50
|
|
| | Св. 50 до 65
|
|
|
|
|
|
|
|
| | Св. 65 до 80
|
|
|
|
| | Св. 80 до 100
|
|
|
|
|
|
|
|
| | Св. 100 до 120
|
|
|
|
| | Св. 120 до 140
|
|
|
|
|
|
|
|
| | Св. 140 до 160
|
|
|
|
| | Св. 160 до 180
|
|
|
|
| | Св. 180 до 200
|
|
|
|
|
|
|
|
| | Св. 200 до 225
|
|
|
|
| | Св. 225 до 250
|
|
|
|
| | Св. 250 до 280
|
|
|
|
|
|
|
|
| | Св. 280 до 315
|
|
|
|
| | Св. 315 до 355
|
|
|
|
|
|
|
|
| | Св. 355 до 400
|
|
|
|
| | Св. 400 до 450
|
|
|
|
|
|
|
|
| | Св. 450 до 500
|
|
|
|
|
Таблица 4
Значения основных отклонений отверстий, мкм

| Интервал номинальных размеров, мм
| Основные отклонения
| | A
| B
| C
| D
| E
| F
| G
| H
| | До 3
|
|
|
|
|
|
|
|
| | Св. 3 до 6
|
|
|
|
|
|
|
|
| | Св. 6 до 10
|
|
|
|
|
|
|
|
| | Св. 10 до 18
|
|
|
|
|
|
|
|
| | Св. 18 до 30
|
|
|
|
|
|
|
|
| | Св. 30 до 40
|
|
|
|
|
|
|
|
| | Св. 40 до 50
|
|
|
| | Св. 50 до 65
|
|
|
|
|
|
|
|
| | Св. 65 до 80
|
|
|
| | Св. 80 до 100
|
|
|
|
|
|
|
|
| | Св. 100 до 120
|
|
|
| | Св. 120 до 140
|
|
|
|
|
|
|
|
| | Св. 140 до 160
|
|
|
| | Св. 160 до 180
|
|
|
| | Св. 180 до 200
|
|
|
|
|
|
|
|
| | Св. 200 до 225
|
|
|
| | Св. 225 до 250
|
|
|
| | Св. 250 до 280
|
|
|
|
|
|
|
|
| | Св. 280 до 315
|
|
|
| | Св. 315 до 355
|
|
|
|
|
|
|
|
| | Св. 355 до 400
|
|
|
| | Св. 400 до 450
|
|
|
|
|
|
|
|
| | Св. 450 до 500
|
|
|
|
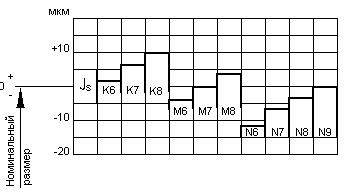
Таблица 5
Значения основных отклонений отверстий, мкм
| Интервал
Номинальных
Размеров, мм
| Основные отклонения
| | Js
| K6
| K7
| K8
| M6
| M7
| M8
| N6
| N7
| N8
| N9
| | До 3
| Предельные отклонения =±1/2 допуска
|
|
|
| -2
| -2
| -
| -4
| -4
| -4
| -4
| | Св. 3 до 6
| +2
| +3
| +5
| -1
|
| +2
| -5
| -4
| -2
|
| | Св. 6 до 10
| +2
| +5
| +6
| -3
|
| +1
| -7
| -4
| -3
|
| | Св. 10 до 18
| +2
| +6
| +8
| -4
|
| +2
| -9
| -5
| -3
|
| | Св. 18 до 24
| +2
| +6
| +10
| -4
|
| +4
| -11
| -7
| -3
|
| | Св. 24 до 30
| | Св. 30 до 40
| +3
| +7
| +12
| -4
|
| +5
| -12
| -8
| -3
|
| | Св. 40 до 50
| | Св. 50 до 65
| +4
| +9
| +14
| -5
|
| +5
| -14
| -9
| -4
|
| | Св. 65 до 80
| | Св. 80 до 100
| +4
| +10
| +16
| -6
|
| +6
| -16
| -10
| -4
|
| | Св. 100 до 120
| | Св. 120 до 140
| +4
| +12
| +20
| -8
|
| +8
| -20
| -12
| -4
|
| | Св. 140 до 160
| | Св. 160 до 180
| | Св. 180 до 200
| +5
| +13
| +22
| -8
|
| +9
| -22
| -14
| -5
|
| | Св. 200 до 225
| | Св. 225 до 250
| | Св. 250 до 280
| +5
| +16
| +25
| -9
|
| +9
| -25
| -14
| -5
|
| | Св. 280 до 315
| | Св. 315 до 355
| +7
| +17
| +28
| -10
|
| +11
| -26
| -16
| -5
|
| | Св. 355 до 400
| | Св. 400 до 450
| +8
| +18
| +29
| -10
|
| +11
| -27
| -17
| -6
|
| | Св. 450 до 500
|
Таблица 6
Значения основных отклонений отверстий, мкм

| Интервал номинальных размеров, мм
| Основные отклонения
| | P6
| P7
| P8
| P9
| R6
| R7
| R8
| S6
| S7
| T6
| T7
| | До 3
|
|
|
|
|
|
|
|
|
| -
| -
| | Св. 3 до 6
|
|
|
|
|
|
|
|
|
| -
| -
| | Св. 6 до 10
|
|
|
|
|
|
|
|
|
| -
| -
| | Св. 10 до 18
|
|
|
|
|
|
|
|
|
| -
| -
| | Св. 18 до 24
|
|
|
|
|
|
|
|
|
| -
| -
| | Св. 24 до 30
|
|
| | Св. 30 до 40
|
|
|
|
|
|
|
|
|
|
|
| | Св. 40 до 50
|
|
| | Св. 50 до 65
|
|
|
|
|
|
|
|
|
|
|
| | Св. 65 до 80
|
|
|
|
|
|
|
| | Св. 80 до 100
|
|
|
|
|
|
|
|
|
|
|
| | Св. 100 до 120
|
|
|
|
|
|
|
| | Св. 120 до 140
|
|
|
|
|
|
|
|
|
|
|
| | Св. 140 до 160
|
|
|
|
|
|
|
| | Св. 160 до 180
|
|
|
|
|
|
|
| | Св. 180 до 200
|
|
|
|
|
|
|
|
|
|
|
| | Св. 200 до 225
|
|
|
|
|
|
|
| | Св. 225 до 250
|
|
|
|
|
|
|
| | Св. 250 до 280
|
|
|
|
|
|
|
|
|
|
|
| | Св. 280 до 315
|
|
|
|
|
|
|
| | Св. 315 до 355
|
|
|
|
|
|
|
|
|
|
|
| | Св. 355 до 400
|
|
|
|
|
|
|
| | Св. 400 до 450
|
|
|
|
|
|
|
|
|
|
|
| | Св. 450 до 500
|
|
|
|
|
|
|
|
Таблица 8
Допуски для размеров до 10 000 мм
| Номинальные размеры, мм
| Квалитеты
| |
|
|
|
|
|
|
|
|
|
| | Обозначение допусков
| | IT01
| IT0
| IT1
| IT2
| IT3
| IT4
| IT5
| IT6
| IT7
| IT8
| | Допуски, мкм
| | До 3
| 0,3
| 0,5
| 0,8
| 1,2
|
|
|
|
|
|
| | Св.3 до 6
| 0,4
| 0,6
|
| 1,5
| 2,5
|
|
|
|
|
| | Св. 6 до 10
| 0,4
| 0,6
|
| 1,5
| 2,5
|
|
|
|
|
| | Св. 10 до 18
| 0,5
| 0,8
| 1,2
|
|
|
|
|
|
|
| | Св. 18 до 30
| 0,6
|
| 1,5
| 2,5
|
|
|
|
|
|
| | Св.30 до 50
| 0,6
|
| 1,5
| 2,5
|
|
|
|
|
|
| | Св. 50 до 80
| 0,8
| 1,2
|
|
|
|
|
|
|
|
| | Св. 80 до 120
|
| 1,5
| 2,5
|
|
|
|
|
|
|
| | Св. 120 до 180
| 1,2
|
| 3,5
|
|
|
|
|
|
|
| | Св. 180 до 250
|
|
| 4,5
|
|
|
|
|
|
|
| | Св.250 до 315
| 2,5
|
|
|
|
|
|
|
|
|
| | Св. 315 до 400
|
|
|
|
|
|
|
|
|
|
| | Св. 400 до 500
|
|
|
|
|
|
|
|
|
|
| | Св. 500 до 630
| 4,5
|
|
|
|
|
|
|
|
|
| | Св. 630 до 800
|
|
|
|
|
|
|
|
|
|
| | Св. 800 до 1000
| 5,5
|
|
|
|
|
|
|
|
|
| | Св. 1000 до 1250
| 6,5
|
|
|
|
|
|
|
|
|
| | Св. 1250 до 1600
|
|
|
|
|
|
|
|
|
|
| | Св. 1600 до 2000
|
|
|
|
|
|
|
|
|
|
| | Св. 2000 до 2500
|
|
|
|
|
|
|
|
|
|
| | Св. 2500 до 3150
|
|
|
|
|
|
|
|
|
|
| | Св. 3150 до 4000
|
|
|
|
|
|
|
|
|
|
| | Св. 4000 до 5000
|
|
|
|
|
|
|
|
|
|
| | Св. 5000 до 6300
|
|
|
|
|
|
|
|
|
|
| | Св. 6300 до 8000
|
|
|
|
|
|
|
|
|
|
| | Св. 8000 до 10000
|
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы 8
| Номинальные размеры, мм
| Квалитеты
| |
|
|
|
|
| 14**
| 15**
| 16**
| 17**
| 18***
| | Обозначение допусков
| | IT9
| IT10
| IT11
| IT12
| IT13
| IT14
| IT15
| IT16
| IT17
| IT18
| |
|
| | До 3
|
|
|
| 0,1
| 0,14
| 0,25
| 0,4
| 0,6
| 1,0
| 1,4
| | Св.3 до 6
|
|
|
| 0,12
| 0,18
| 0,3
| 0,48
| 0,75
| 1,2
| 1,8
| | Св. 6 до 10
|
|
|
| 0,15
| 0,22
| 0,36
| 0,58
| 0,9
| 1,5
| 2,2
| | Св. 10 до 18
|
|
|
| 0,18
| 0,27
| 0,43
| 0,7
| 1,1
| 1,8
| 2,7
| | Св. 18 до 30
|
|
|
| 0,21
| 0,33
| 0,52
| 0,84
| 1,3
| 2,1
| 3,3
| | Св.30 до 50
|
|
|
| 0,25
| 0,39
| 0,62
| 1,0
| 1,6
| 2,5
| 3,9
| | Св. 50 до 80
|
|
|
| 0,3
| 0,46
| 0,74
| 1,2
| 1,9
| 3,0
| 4,6
| | Св. 80 до 120
|
|
|
| 0,35
| 0,54
| 0,87
| 1,4
| 2,2
| 3,5
| 5,4
| | Св. 120 до 180
|
|
|
| 0,4
| 0,63
| 1,0
| 1,6
| 2,5
| 4,0
| 6,3
| | Св. 180 до 250
|
|
|
| 0,46
| 0,72
| 1,15
| 1,85
| 2,9
| 4,6
| 7,2
| | Св.250 до 315
|
|
|
| 0,52
| 0,81
| 1,3
| 2,1
| 3,2
| 5,2
| 8,1
| | Св. 315 до 400
|
|
|
| 0,57
| 0,89
| 1,4
| 2,3
| 3,6
| 5,7
| 8,9
| | Св. 400 до 500
|
|
|
| 0,63
| 0,97
| 1,55
| 2,5
| 4,0
| 6,3
| 9,7
| | Св. 500 до 630
|
|
|
| 0,7
| 1,1
| 1,75
| 2,8
| 4,4
| 7,0
| 11,0
| | Св. 630 до 800
|
|
|
| 0,8
| 1,25
| 2,0
| 3,2
| 5,0
| 8,0
| 12,5
| | Св. 800 до 1000
|
|
|
| 0,9
| 1,4
| 2,3
| 3,6
| 5,6
| 9,0
| 14,0
| | Св. 1000 до 1250
|
|
|
| 1,05
| 1,65
| 2,6
| 4,2
| 6,6
| 10,5
| 16,5
| | Св. 1250 до 1600
|
|
|
| 1,25
| 1,95
| 3,1
| 5,0
| 7,8
| 12,5
| 19,5
| | Св. 1600 до 2000
|
|
|
| 1,5
| 2,3
| 3,7
| 6,0
| 9,2
| 15,0
| 23,0
| | Св. 2000 до 2500
|
|
|
| 1,75
| 2,8
| 4,4
| 7,0
| 11,0
| 17,5
| 28,0
| | Св. 2500 до 3150
|
|
|
| 2,1
| 3,3
| 5,4
| 8,6
| 13,5
| 21,0
| 33,0
| | Св. 3150 до 4000
|
|
|
| 2,6
| 4,1
| 6,6
| 10,5
| 16,5
| 26,0
| 41,0
| | Св. 4000 до 5000
|
|
|
| 3,2
| 5,0
| 8,0
| 13,0
| 20,0
| 32,0
| 50,0
| | Св. 5000 до 6300
|
|
|
| 4,0
| 6,2
| 9,8
| 15,5
| 25,0
| 40,0
| 62,0
| | Св. 6300 до 8000
|
|
|
| 4,9
| 7,6
| 12,0
| 19,5
| 31,0
| 49,0
| 76,0
| | Св. 8000 до 10000
|
|
|
| 6,0
| 9,4
| 15,0
| 24,0
| 38,0
| 60,0
| 94,0
| | Количество единиц допуска в допуске данного квалитета
| |
|
|
|
|
|
|
|
|
|
|
|
Таблица 9
Точность размеров, формы и взаимного расположения поверхностей.
Не нашли, что искали? Воспользуйтесь поиском по сайту:
©2015 - 2024 stydopedia.ru Все материалы защищены законодательством РФ.
|

